 |
| November 12, 2013 | Volume 09 Issue 42 |
Designfax weekly eMagazine

Archives
Partners
Manufacturing Center
Product Spotlight
Modern Applications News
Metalworking Ideas For
Today's Job Shops
Tooling and Production
Strategies for large
metalworking plants
Engineer's Toolbox:
The long and short of side-action pulls in plastic injection molding

By Gus Breiland, Customer Service Engineer Manager, Proto Labs
When discussing side-action mechanics in a mold, it can be simplified as: cam slides into mold with core, core makes through hole in part, cam slides off removing core from mold. And within that process at Protomold, cams have traditionally been limited to shorter pulls ... until now.
Earlier this year, we increased our capabilities to support longer side-action pulls, or pickout cams. Where at one time we limited the maximum length for side actions to 2.9 in., we now offer extensions up to 8 in., depending on the geometry of the mold. The original cam is still used to facilitate the extraction of the cam, which would be physically difficult to pull out by hand without the mechanical assistance. The operator then places the cam back in the mold and the process starts again.
In essence, we've combined the process of a pickout core with our cam to support longer pulls.
This is good news for those with part designs in need of longer through holes and undercuts, because the increase allows us to support deeper geometry within parts like tubes or sleeves.
Pickout cam geometry is typically round (see Figure 1) or square, and preferably open on both ends so that the core is supported between both halves of the mold. When a part has one closed end, the inner core can deflect, creating an undesired thin wall. That said, Protomold is open to different geometry upon review, and dialog with a customer service engineer is certainly encouraged if you find yourself in a unique design situation.
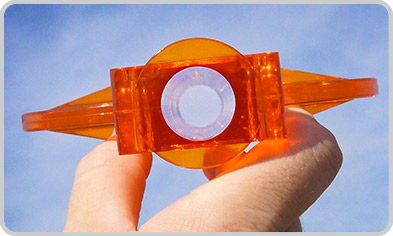
Figure 1: This amber part used pickout cam capabilities to achieve a longer, open-ended through hole.
Parts using this added capability are normally larger on one end than the other, meaning a degree of draft was designed for the cam (see Figure 2). Specifically for pickout cams, the minimum amount of draft required is 1 degree per side on low-shrink materials and 2 degrees per side on high-shrink materials. Plumbing tubes, for example, have zero draft since they have a uniform diameter from end to end, thus making them poor candidates for pickout cams.
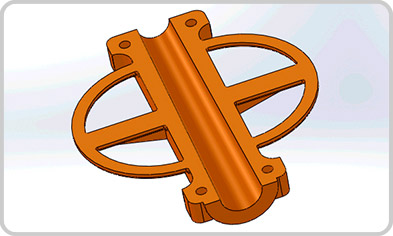
Figure 2: The 2D image shows a cross-section of the amber part with draft applied to it.
Proper resin selection also plays a role in maximizing pickout cam function. Stiffer resins like ABS, polycarbonate, and glass-filled material work better since they shrink less and are ultimately less likely to stick to the core. Polypropylenes, polyethylenes, and thermoplastic elastomers (TPEs), on the other hand, will be more problematic because of greater shrink.
Pickout cams can also be used to create cores in some parts, reducing the amount of material required and eliminating the problematic thin or thick areas. As with standard hand inserts, there are always limitations. Upload your next design to start the conversation.
If you have any design or capabilities questions, a Proto Labs customer service engineer is available at 877.479.3680. For additional resources such as molding and prototyping processes, resin options, video tutorials, and more, head over to protomold.com.
Read past Protomold Design Tips here.
Published November 2013
Rate this article
View our terms of use and privacy policy